

Semi-Continues Casting Billet and Slab Magnesium Alloy Fine Inner Grain Size High Strength Used for Structural Component
-
Payment


-
Origin
China Mainland
-
Minimum Order
1
-
Packing
Pieces
- Contact Now Start Order
- Description
Product Detail
Semi-continues Casting Billet And Slab For Extruding / Hot Rolling / Forging AZ31B AZ61 ZK60 AM80 AM60 WE43 Used In The Aerospace Automotive And Defense Industry
Semi-continues casting billet and Slab
Or Called Direct chill cast Magnesium billet
Main application:
After buyer get it ,can use the billet to extruded out all kinds of products ,or forging into all kinds of parts ,or rolling into all kinds of parts ,or CNC into special parts . It is previous step material of next processing step, like extrusion, forge, rolling and CNC
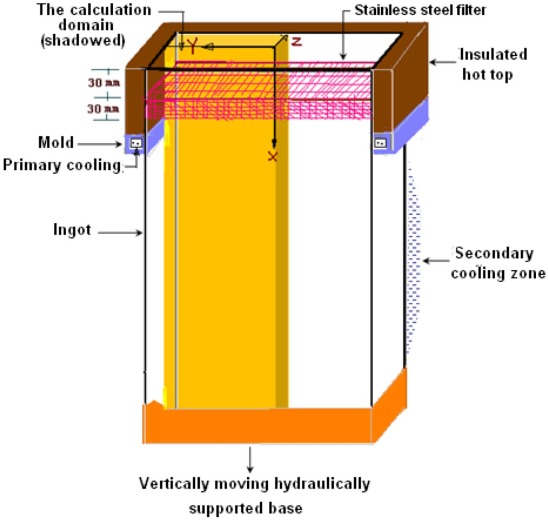
Description of Semi-continues casting for magnesium
It is also called the vertical direct chill casting (DCC),which is the preferred method that is used universally for casting of large cross-sectional slabs and round billets of various aluminum alloys . This method is also used to cast other non-ferrous alloys, such as magnesium alloys, copper alloys, zinc alloys, etc. The casting process in this method starts by feeding the melt through some form of a melt delivery system into an open-ended water-cooled mold. Initially, the bottom end of the mold is kept-plugged by a starter metallic block which is fitted with a hydraulic ram at the bottom. When molten metal comes in contact with the cooled mold walls and the upper-surface of the bottom block, it solidifies and forms an embryonic shell containing liquid metal within the shell. Once a pre-determined height of liquid metal is filled within the mold cavity, the starter block holding the shell-liquid assembly is slowly moved downward toward the casting pit with the help of the hydraulic ram. The speed of the starter block is then gradually increased until a constant casting speed is reached. Once the cast is out of the mold, it is further cooled by spraying water coming out from the bottom of the mold onto the outer surface of the embryonic ingot. The cooling that takes place in the mold region is called primary cooling where only 10 to 15% of the total heat content of the ingot is removed. The heat extraction from the ingot that takes place below the mold is called secondary cooling where 85% to 90% of the total heat content is extracted. In a typical DCC process, it takes about five to ten minutes to reach a quasi-steady state. Depending on the casting speed (which normally varies between 40 and 100?mm/min for magnesium alloys) and the size of the cast, the total operation of this semi-continuous process usually lasts for about 100 to 120 minutes .
Main mechanical properties
Item | Shape | Status | Tension strength (Mpa) | Yield Strength (Mpa) | Elongation (%) |
AZ31B | Billet or slab | Cast | 205 | 90 | 16 |
AZ40M | Billet or slab | Cast | 205 | 90 | 16 |
AZ41M | Billet or slab | Cast | 210 | 90 | 13 |
AZ61 | Billet or slab | Cast | 220 | 100 | 15 |
AZ80 | Billet or slab | Cast | 220 | 110 | 7 |
ME21 | Billet or slab | Cast | 200 | 110 | 9 |
ZK61 | Billet or slab | Cast | 260 | 140 | 14 |
Main usage : forging and extruding after get it | |||||
Main shopsign we supplied
Manual Cast billet is supplied to clients on the compositional and homogenized condition. The Chemical Composition is as per AZ31B, AZ61A, AZ80A ,M1C and ZK61M. Inspection standards for billet will be by agreement.
Chemical Composition:
AZ31B | ASTM B 107/B 107M | ||||||||
Elements | Al | Zn | Mn | Si | Fe | Cu | Ni | Ca | Others,total |
Min% | 2.50 | 0.60 | 0.20 | ||||||
Max% | 3.50 | 1.40 | 1.00 | 0.10 | 0.005 | 0.05 | 0.005 | 0.04 | 0.3 |
ZK60A | ASTM B 107/B 107M | ||
Elements | Zn | Zr | Others,total |
Min% | 4.8 | 0.45 | |
Max% | 6.2 | 0.3 | |
AZ61A | ASTM B 107/B 107M | |||||||
Elements | Al | Zn | Mn | Si | Fe | Cu | Ni | Others,total |
Min% | 5.80 | 0.45 | 0.15 | |||||
Max% | 7.20 | 1.50 | 0.50 | 0.10 | 0.005 | 0.05 | 0.005 | 0.3 |
AZ80A | ASTM B 107/B 107M | |||||||
Elements | Al | Zn | Mn | Si | Fe | Cu | Ni | Others,total |
Min% | 7.80 | 0.20 | 0.12 | |||||
Max% | 9.20 | 0.80 | 0.50 | 0.10 | 0.005 | 0.05 | 0.005 | |
M1C | ASTM B 843 | |||||||
Elements | Al | Si | Mn | Fe | Cu | Ni | Others,each | Others,total |
Min% | 0.50 | |||||||
Max% | 0.01 | 0.05 | 1.30 | 0.03 | 0.02 | 0.001 | 0.05 | 0.3 |
Specification and size:
Billet diameter range: 60-660mm
Length max 2000mm
For Slab
Max dimension of cast slab: 340*960*2000mm
Max thickness: 340mm(after machining)
Max width:960mm (after machining)
Packing terms:
In wood case or on pallet with plastic film strapped
Special required alloy and size combinations may be available on enquiry.




-
Manual Casting Magnesium Alloy Billet for Extruding / Hot Rolling / Forging AZ31B AZ61 ZK60 AM80 AM60 WE43 Used in the Aerospace Automotive and Defense Industry 1 Pieces / (Min. Order)

-
Manual Casting Magnesium Alloy Billet for Extruding / Hot Rolling / Forging AZ31B AZ61 ZK60 AM80 AM60 WE43 Used in the Aerospace Automotive and Defense Industry 1 Pieces / (Min. Order)
-
Magnesium Metal Granule In Sections Large Particles Mg 99.90 Used for Drinking Water Purify Filter 1 Pieces / (Min. Order)

-
Magnesium Alloy Extruded Tooling Plate|sheet AZ31B /ZK60A Can Be Super Formed at Elevated Temperatures 1 Pieces / (Min. Order)
-
Magnesium Anode Rod Used for Water Heater Tank High Potential Water Heater Magnesium Anode Made in China 1 Pieces / (Min. Order)

-
Calcium-aluminum Alloy 85/15 65/35 Different Ratio Alloy Ca/al Master Alloy Used by Lead Industry Manufactures in Stock for Lead Battery 1 Pieces / (Min. Order)

-
Silicon-calcium Alloy Powder 0.045-1.6mm An Ideal Compounded Deoxidizer, Desulfurization Agent Made in All Models Calcium Silicon Alloys 1 Pieces / (Min. Order)

-
Silicon-calcium Alloy Lump 10-100mm Used for Iron and Steel Smelting Industry Made in All Models Calcium Silicon Alloys 1 Pieces / (Min. Order)

-
Calcium Metal Granule 0.2-2mm with High Purity Calcium Metal Powder Production with Best Quality Calcium Metal Granule 1 Pieces / (Min. Order)

-
Calcium Metal Lump 50-200mm Irregular Nature Lump with Calcium Metal Lump Production Made in China 1 Pieces / (Min. Order)

-
Calcium Metal Extruded Wire Diameter 7.5mm|8.0mm with Best Quality Pure Calcium Wire Production Made in China 1 Pieces / (Min. Order)

 Favorites
Favorites

-
Manual Casting Magnesium Alloy Billet for Extruding / Hot Rolling / Forging AZ31B AZ61 ZK60 AM80 AM60 WE43 Used in the Aerospace Automotive and Defense Industry
1 Pieces / (Min. Order)
-
Magnesium Metal Granule In Sections Large Particles Mg 99.90 Used for Drinking Water Purify Filter
1 Pieces / (Min. Order)
-
Magnesium Alloy Extruded Tooling Plate|sheet AZ31B /ZK60A Can Be Super Formed at Elevated Temperatures
1 Pieces / (Min. Order)
-
Magnesium Anode Rod Used for Water Heater Tank High Potential Water Heater Magnesium Anode Made in China
1 Pieces / (Min. Order)
-
Calcium-aluminum Alloy 85/15 65/35 Different Ratio Alloy Ca/al Master Alloy Used by Lead Industry Manufactures in Stock for Lead Battery
1 Pieces / (Min. Order)
-
Silicon-calcium Alloy Powder 0.045-1.6mm An Ideal Compounded Deoxidizer, Desulfurization Agent Made in All Models Calcium Silicon Alloys
1 Pieces / (Min. Order)
-
Silicon-calcium Alloy Lump 10-100mm Used for Iron and Steel Smelting Industry Made in All Models Calcium Silicon Alloys
1 Pieces / (Min. Order)
-
Calcium Metal Granule 0.2-2mm with High Purity Calcium Metal Powder Production with Best Quality Calcium Metal Granule
1 Pieces / (Min. Order)
-
Calcium Metal Lump 50-200mm Irregular Nature Lump with Calcium Metal Lump Production Made in China
1 Pieces / (Min. Order)
-
Calcium Metal Extruded Wire Diameter 7.5mm|8.0mm with Best Quality Pure Calcium Wire Production Made in China
1 Pieces / (Min. Order)